Industrial CT Inspection of Battery Cells
The Benefit of 450kv CT for Battery Cell Inspection
Oblong structures can be difficult to CT scan. Because it takes a disproportional amount of energy to penetrate a short path length of material compared to a long path length, noise is introduced in the form of scatter and beam hardening. An example of this has been in our work with battery cells which are simultaneously very thin and wide.
With proper technique and enough energy (450kv) we can now characterize and visualize cell layer spacing, material distribution, voids, and inclusions.

The Fastest & Highest Quality CT Imaging
Coupling the industry’s highest resolution x-ray source, the MesoFocus 450 (50um spot size), with the largest & fastest detector, the iRay 1717HS, we are producing the best quality data in a single scan volume of large battery cells. This saves our clients on cost by reducing processing time.
With the free MyVGL viewer, our clients receive the CT volumes for additional analysis and data retention – at no extra cost.
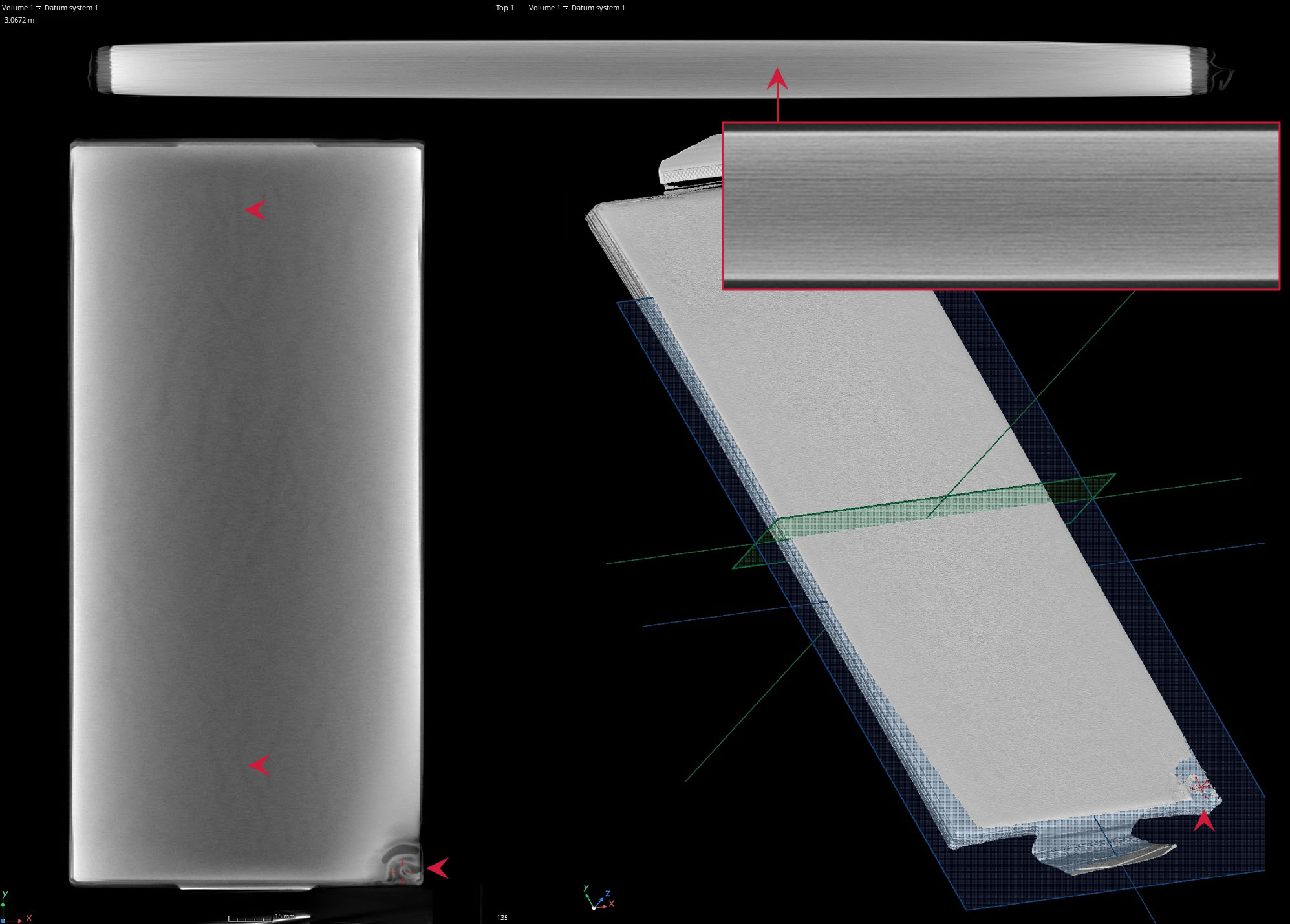
Below you’ll witness centralized layer characterization and material distribution in an 11 x 4.5 x .6 inch cell.
General Inspection & Sorting
There are many ways to optimize scans.
By using an RQI (Representative Quality Indicator) we can gauge the balance of speed and quality while maintaining the ability to detect defects. For example, if we can decrease resolution and still detect defects, we may be able to batch scan many samples at once, significantly reducing cost. Or, if the highest possible resolution is required we can then optimize exposure or the quantity of projections.
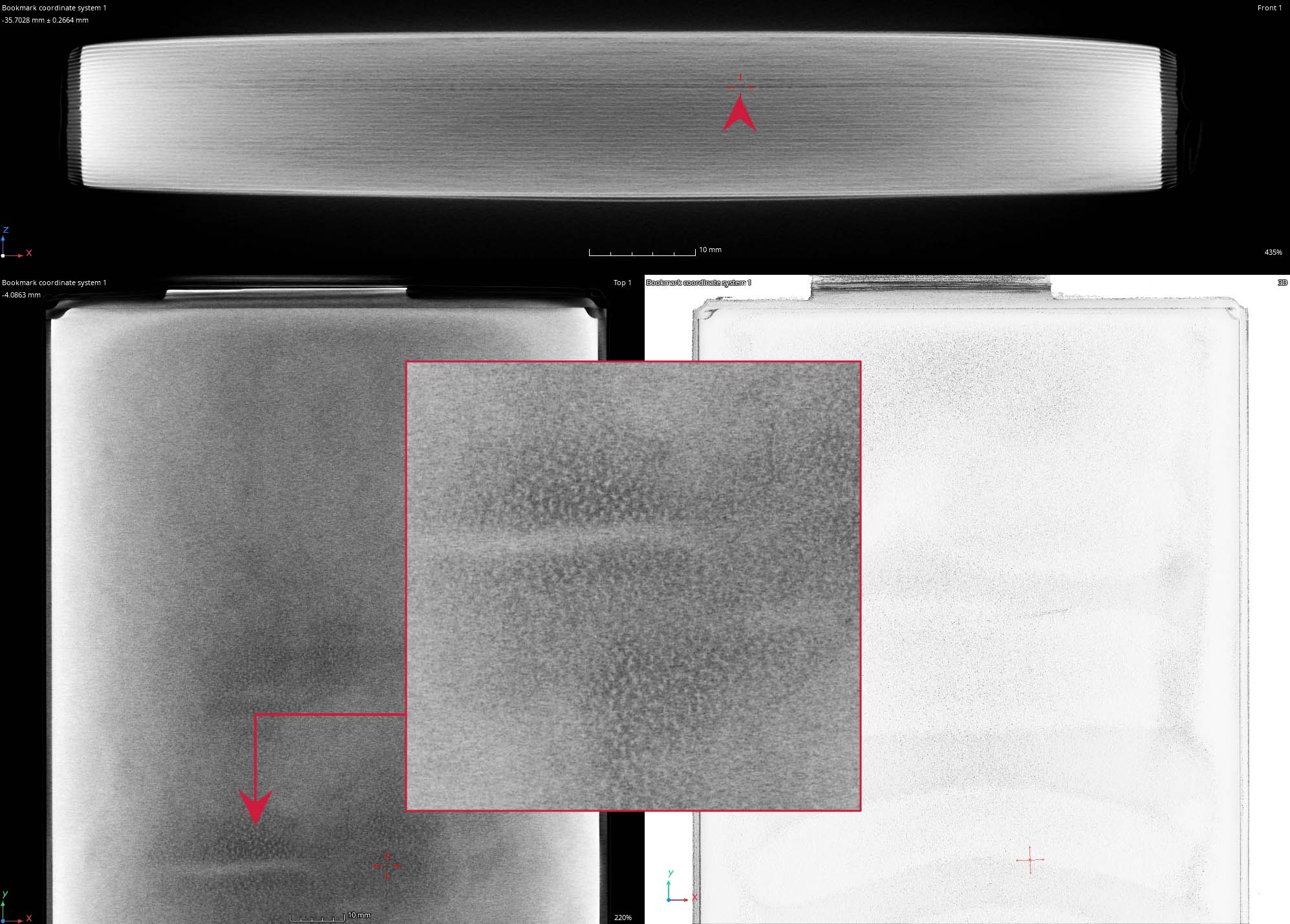
Below you’ll witness a tear and centralized layer characterization in an 10.25 x 5 x .4 inch cell.